Advancing Wastewater Management: Three Innovative Screening Solutions

Effective wastewater and stormwater management requires reliable, efficient screening systems to handle debris and prevent environmental contamination while reducing waste volume and cutting costs. Brown Brothers Engineers offers three unique solutions designed to address these challenges.
CSO Group: Pump Action Screen (PAS)

The Pump Action Screen (PAS) is a simple and robust solution for combined storm overflow screening. Featuring a half-round stainless-steel basket with 6mm perforations, a submersible pump, distribution pipework, and a venturi, the PAS is ideal for stormwater screening in various applications.
Engineered to prevent the discharge of non-biodegradable solids larger than 6mm in both flow directions, the PAS uses an innovative scouring mechanism to clean debris from the underside of the screen basket. This mechanism efficiently removes debris, preventing recontamination and ensuring continuous operation.
Features & Benefits:
- Reliable, Maintenance-Free Design: Built with robust, proven components and no moving parts, the PAS ensures high reliability and minimises the risk of mechanical failure, significantly reducing maintenance demands and costs.
- Enhanced Screening Efficiency: The innovative scour system prevents debris build-up on the screen, ensuring uninterrupted operation and optimal performance over time, even in demanding conditions.
- Energy-Efficient Operation: Designed with low power requirements, the PAS delivers substantial cost savings while reducing your operation's carbon footprint, making it an environmentally conscious choice.
- Hassle-Free Installation: Engineered for adaptability, the PAS performs consistently in both deep and shallow chambers. Its design allows for easy installation through existing manholes, enabling quick and cost-effective upgrades to aging systems without extensive infrastructure modifications.
Brown Brothers Engineers is the exclusive distributor for CSO Group in New Zealand. Find out more about the Pump Action Screen here.
Haigh: ACE Screener

The Haigh ACE Screener offers a ground-breaking approach to wastewater management, reducing waste volume by an impressive 94%. It transforms incoming solids into an odourless, dry cake with 40% dry solids content, ideal for incineration, reducing waste and maximising efficiency. Operating without the need for washwater, the ACE Screener minimises water usage, cuts costs, and promotes sustainability.
Features & Benefits:
- Unmatched Screening Efficiency: The ACE Screener is the only system on the market that combines a perforated screen plate, macerator, centrifuge/liquid separator, and compactor. This innovative design achieves unparalleled volume and mass reduction, setting a new standard for screenings management.
- Significant Landfill Reduction: By cutting screenings volume to just one-sixth of traditional systems, the ACE Screener eases landfill demand, reduces disposal costs, and lowers overall carbon emissions—supporting a more sustainable future.
- Water-Free Operation: Unlike conventional systems, the ACE Screener operates entirely without washwater. This eliminates water waste, reduces operational costs, and helps conserve vital natural resources.
- Energy-Saving Technology: Advanced smart control sequences optimize runtime, ensuring efficient energy use and significantly reducing operational costs without compromising performance.

CASE STUDY: Haigh ACE Screener Saves 94% Waste Volume. By installing the Haigh ACE Screener, a District Council slashed wastewater screening costs while significantly reducing waste volume. This one-of-a-kind solution operates without washwater and discharges dry screenings, making it both cost-effective and environmentally friendly. [Read the full case study here.]
Saveco: The BEAST
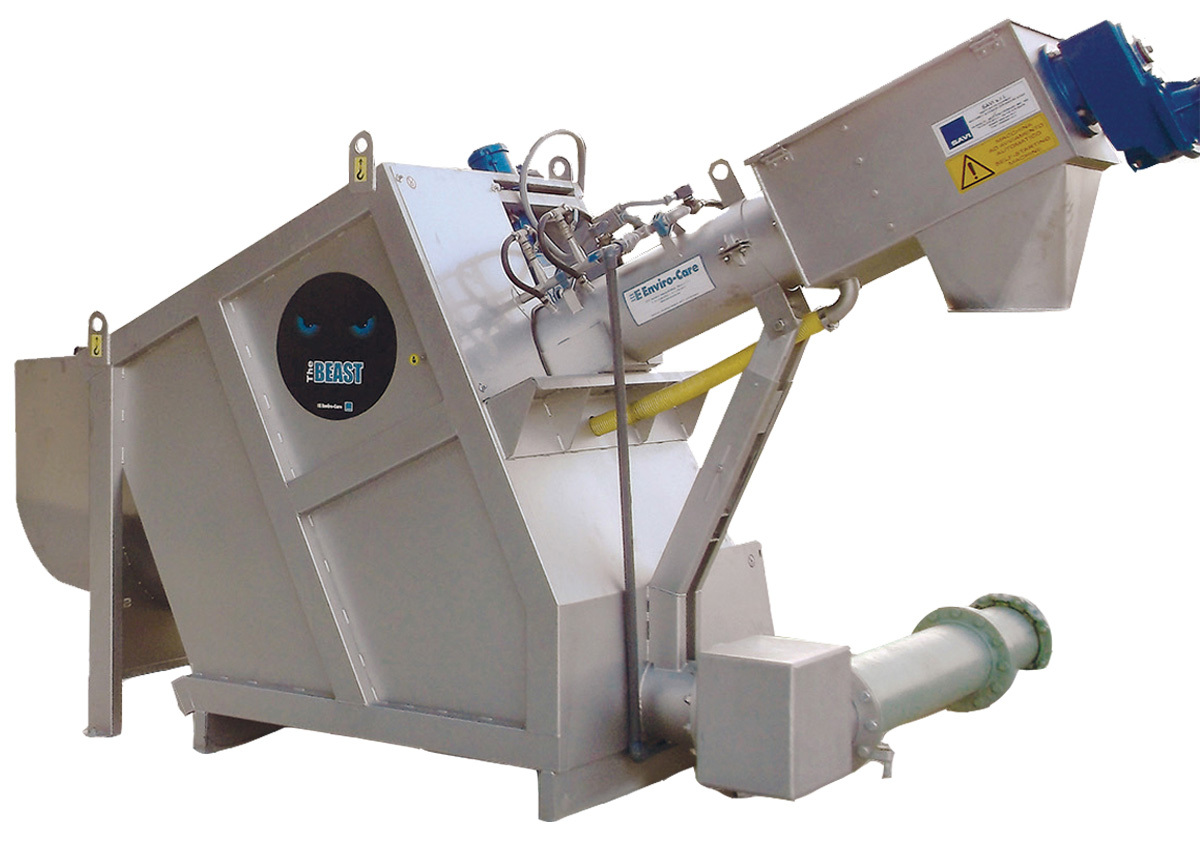
The BEAST septage receiving station combines powerful engineering and advanced technology to handle heavy debris-laden liquid/solid separation tasks. It processes septage and FOG (Fats, Oils, and Greases) with ease, using a perforated plate drum screen, screw conveyor, and compaction zone—all within a compact tank system.
Features & Benefits:
- Engineered for Heavy-Duty Performance: Designed to handle high volumes of debris-laden liquids, the BEAST delivers fast and effective separation, making it the ideal choice for the most demanding environments.
- Superior Compaction and Odour Control: Reduces solids to just 30% of their original mass, effectively minimizing odours by decreasing Biochemical Oxygen Demand (BOD) loading—enhancing operational efficiency and environmental compliance.
- Enhanced Debris Removal with Dual Motor Drive: Independent drum and auger drives work in tandem to optimize debris removal, ensuring reliable and consistent performance even under heavy loads.
- Innovative Tank Design for Reduced Maintenance: The two-stage inlet design prevents sedimentation, minimizing blockages and reducing maintenance requirements—saving time and resources.
- Tilted Drum Screen for Rapid Debris Capture: Positioned at a 25-degree angle, the tilted drum accelerates debris capture, significantly boosting separation efficiency and throughput.
- Clog-Free Drum Design: The support-free influent side eliminates the risk of rag and wipe accumulation, ensuring uninterrupted operation and reducing downtime.

CASE STUDY: Real-World Success. A local council simplified its waste management processes and reduced network damage by installing New Zealand's first BEAST Septage Receival Screen. This innovation eliminated the need for an upstream storage tank, leading to significant capital savings and a more streamlined process. [Read the full case study here.]
With over 115 years of industry experience, Brown Brothers Engineers New Zealand has established itself as one of the most trusted providers of pumping solutions in New Zealand. Offering customers access to high-quality products as well as extensive customisation and engineering capabilities, Brown Brothers Engineers have the technical knowledge, and expertise to consistently deliver pump systems that are tailored to the unique requirements of customers across various industries.
For more expert information or to have a conversation about how we can assist with your Wastewater management, contact our National Sales Manager-Wastewater Screens, Niall Fitzsimons.